
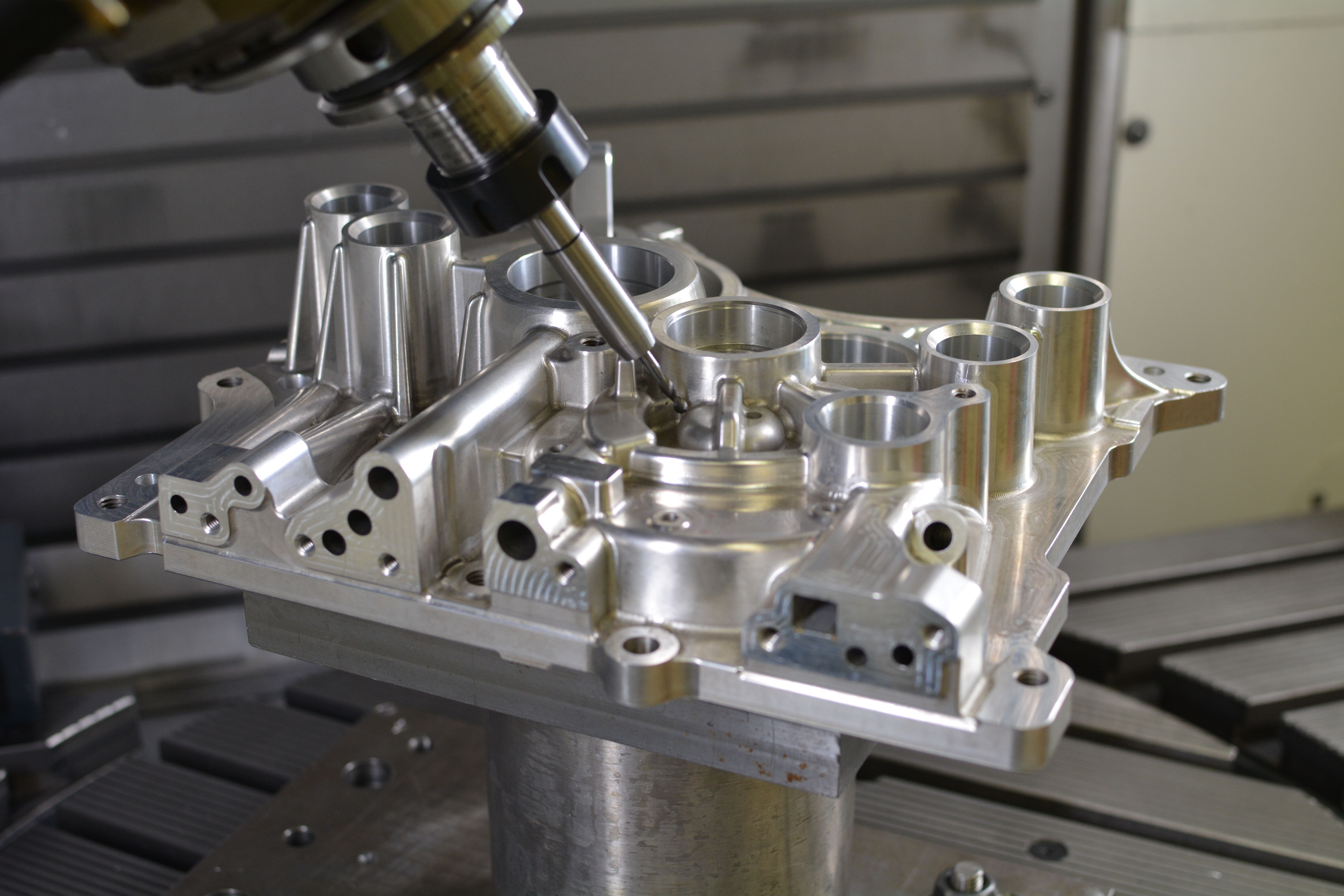
Comparison between 5-axis machining center and 3-axis machining center
Multiaxis machining is a manufacturing process where machine numerically controlled instruments that move in 4 or more ways are utilized to fabricate parts out of metal or different materials by milling away excess material, by water jet cutting or by laser cutting. A common CNC device has translation in 3 axes; multiaxis machines also support rotation around one or multiple axes.
At present, conversions of 3-axis toolpaths into 5-axis toolpaths are made possible as the number of CAM (computer aided manufacturing) software systems increases which supports multiaxis machining.
Multiaxis machines have made some enhancements over other CNC tools at the expense of increased complexity and cost of the machine:
- The measure of human labour is decreased if the piece would otherwise have to be turned manually during the machining.
- A better surface completion can be accomplished by moving the tool tangentially about the surface.
- More complex parts can be produced, specifically those parts with curved holes.
The number of axes for multiaxis machines differs from 4 to 9. Each axis of movement actualized either by moving the table (into which the workpiece is connected), or by moving the tool. The actual setup of axes also differs; thus machines with equal number of axes can vary in the movements that can be performed.
A closer look at the comparison between a 3-machining axis and 5-machining axis are as follows:
- In terms of machining speed and the quality of surface finish, 5-axis machining is achieved by utilizing flat and radiused-corner endmills. Their extra axes are used to adjust the tilt and rotation of the toll in reference to the surface normal at the machining points on the workpiece. A 3-axis machining has ball-nose endmill.
- With reference to cusp formation, a curved surface that is passed through a machine with a ball nose corner radius endmill will have cusp formed on the surface due to the cross-feed, the radius of the tool and the curvature of the surface. With 5-machining axis, the two extra rotational axis can be used to tilt the tool thereby decreasing the possibility of cusp formation.
- While you can use a 3-axis machining centre for mold work, long, skinny tools are necessary if you have a deep-cavity mold. With long, skinny tools, you have to decrease the machining rates to lower the incident of chattering and prevent tool breakage. Usually, it is difficult to achieve quality of surface finish you need using 3-axis machining for mold work. For a much more satisfying finishing operations, particularly on small diameter molds, 3-axis machining can make the process more difficult than it needs to be.
Insights
COPYRIGHT | ABL Engineering
